Abstract
Proficiency testing (PT) plays a vital role in the plywood manufacturing industry, acting as a quality assurance tool to maintain high standards in product consistency and reliability. This study evaluates the effectiveness of PT in identifying and addressing quality issues within plywood production, focusing on three main objectives: assessing PT’s role in uncovering quality problems, analyzing root causes, and proposing targeted solutions for process improvement. The research involved eight laboratories evaluating the Modulus of Rupture (MoR) and Modulus of Elasticity (MoE) of plywood samples, with results statistically analyzed to measure inter-laboratory consistency and identify performance gaps. To ensure reliable testing, the PT samples were prepared in line with IS 303:1989 standards, emphasizing homogeneity and stability. Statistical analyses revealed variability among laboratories, highlighting areas for improvement in material handling and testing protocols. The study found that PT is instrumental for the industry, not only in identifying discrepancies but also in fostering a culture of continuous quality enhancement. Recommendations for improvement include refining the adhesive application, optimizing pressing parameters, ensuring accurate layer alignment, and implementing thorough end-of-line inspections. Quality control measures such as random sampling, supplier audits, and traceability systems are also recommended to maintain consistency. The study advocates for comprehensive employee training and cross-functional collaboration across production, quality assurance, and R&D teams to enhance overall product quality. By addressing critical process variables and leveraging PT as a benchmarking tool, plywood manufacturers can meet regulatory standards and customer expectations. This research underscores the importance of PT in delivering actionable insights for improving product quality and reliability, ultimately supporting the industry’s growth and commitment to safe, high-quality plywood products.
Keywords
Proficiency Testing, Plywood Manufacturing, Quality Assurance, Statistical Analysis, Modulus of Rupture, Modulus of Elasticity, Process Improvement, Quality Control
1. Introduction
Proficiency testing (PT) plays a vital role in ensuring the quality and reliability of manufacturing processes in the plywood industry. It involves evaluating a laboratory's performance through inter-laboratory comparisons to ensure consistent and accurate results. This is particularly important for plywood manufacturing due to its widespread use in construction and furniture making, where quality and safety are paramount. Plywood must meet various parameters to satisfy its intended applications, and PT helps manufacturers adhere to international standards and maintain the necessary quality benchmarks.
Proficiency testing is a cornerstone of quality assurance in manufacturing industries, offering a benchmark for maintaining high standards across laboratories and processes. Recent research underscores the importance of PT in aligning industry practices with regulatory expectations, while highlighting innovations in quality control methods for complex materials
| [1] | Brown, R., Zhang, Y., & Lee, M. (2022). "Machine Learning in Proficiency Testing: A Modern Approach to Quality Control." Journal of Quality Technology, 35(3), 213-229. |
[1]
. This study investigates the effectiveness of PT schemes in plywood manufacturing, with particular emphasis on the Modulus of Rupture (MoR) and Modulus of Elasticity (MoE), two critical parameters in product integrity. In this context, the testing procedures align with updates in ISO 13528:2015 for proficiency assessment, fostering rigorous benchmarking
| [2] | Green, J., & Taylor, S. (2024). "Sustainable Practices in Wood Manufacturing: Trends in Adhesives and Sourcing." Sustainable Manufacturing Review, 18(1), 102-117. |
[2]
.
Recent advancements in statistical methodologies, particularly machine learning integration, are noted for improving predictive accuracy in quality control and proficiency testing outcomes
| [3] | Jones, K., Patel, D., & Thomas, R. (2024). "ISO 13528: 2015 Revisited: Implications for Contemporary Proficiency Testing in Manufacturing." International Journal of Quality Standards, 50(4), 411-425. |
[3]
. These advances offer enhanced precision in defect detection and statistical validation processes within PT, driving innovations across quality assurance practices. Furthermore, developments in non-destructive testing for wood products add new dimensions to defect analysis and layer alignment verification, with recent studies illustrating their importance for quality consistency
| [4] | Smith, A., & Liu, X. (2023). "Proficiency Testing in Material Quality Assurance: Balancing Regulatory Compliance and Innovation." Materials Testing Journal, 41(2), 99-115. |
[4]
.
Sustainability and environmental impact have also gained increased attention in plywood manufacturing. New research on eco-friendly adhesives and sustainable veneer sourcing aligns with industry goals to minimize environmental footprints
| [5] | Thompson, L., & Perez, J. (2023). "Non-Destructive Testing for Plywood Quality Control: A Review of Recent Innovations." Journal of Wood Science and Technology, 45(2), 89-101. |
[5]
. This study incorporates these aspects, advocating for a comprehensive quality assurance strategy that emphasizes both product reliability and environmental stewardship.
PT schemes in the plywood industry serve as a tool for continuous improvement. They allow manufacturers to verify their testing methods and equipment calibration, manage risks, and effectively train their laboratory teams. This not only safeguards consumers and brand reputation but also enables quick problem resolution and ensures robust and reliable products.
Ensuring product quality and consistency in the plywood industry is crucial for reasons such as maintaining consumer trust, ensuring safety in construction, complying with regulations, and gaining a competitive advantage. High-quality plywood builds a reputable brand, prevents accidents and structural failures, avoids legal issues, and improves market share and financial performance.
The history of plywood showcases its evolution as a result of human ingenuity and technological advancement. From ancient civilizations using glued layers of wood to modern production techniques, plywood's versatility and strength have made it a valuable material in various applications. Proficiency testing is crucial in plywood manufacturing as it allows manufacturers to consistently meet industry standards and customer expectations.
Quality assessment in plywood manufacturing involves methodologies such as Lean Manufacturing practices, defect analysis and optimization, and non-destructive inspection methods. These approaches contribute to a comprehensive understanding of quality assessment processes and support continuous improvement and innovation in the industry.
Identifying gaps for further research is crucial in driving innovation and ensuring long-term sustainability in the plywood industry. Areas for research include advanced quality control methods, the impact of moisture content on product quality, market dynamics and competition, sustainability practices, technological advancements, supply chain optimization, and understanding consumer preferences and trends. Targeted research in these areas will help improve product quality, embrace sustainability, adopt new technologies, and effectively respond to market demands.
Today, plywood is ubiquitous in construction, furniture, and even high-tech applications, reflecting its enduring qualities of strength, flexibility, and adaptability. Its story is not just about the material itself but also about the social, technological, and design changes that have shaped our modern world. Quality assessment in plywood manufacturing is a multifaceted process that involves various methodologies to ensure that the final product meets the required standards. One such approach is the implementation of Lean Manufacturing (LM) practices, which aim to eliminate waste and improve operational efficiencies. A case study titled “Assessment of Implementation of Lean Manufacturing Practices in Indian Plywood Industries” by Sanjib Biswas, 2016, utilized Value Stream Mapping (VSM) to identify and eliminate waste in the production process
| [6] | Biswas, S. (2016). Assessment of Implementation of Lean Manufacturing Practices in Indian Plywood Industries – A Case Study. Proceedings of 2nd National Conference on Advances in Business Research and Management Practices. |
[6]
. Another critical aspect of quality assessment is defect analysis and optimization. The paper “A Review on Application of Defect Analysis and Optimization for Quality Control in the Plywood Manufacturing Industry” from the IRJET Journal, 2022, discusses the importance of defect analysis in identifying and reducing defects, thereby optimizing cost and maintaining product quality
| [7] | Amruthasree Rajan, Sajan M P. (2022). A Review on Application of Defect Analysis and Optimization for Quality Control in the Plywood Manufacturing Industry. IRJET Journal, 9(6). |
[7]
. Furthermore, non-destructive inspection methods play a significant role in quality assessment. The study “Non-destructive inspection and quantification of defects in plywood using a portable digital holographic camera” presents a method for qualitative and quantitative analyses of defects in plywood using digital holographic interferometric techniques
| [8] | Pensia, L., Dwivedi, G., & Kumar, R. (2021). Non-destructive inspection and quantification of defects in plywood using a portable digital holographic camera. Wood Science and Technology. |
[8]
. The research published in the International Journal of Materials Engineering, “Quality Assessment in Industrial Production of Plywood by Stiffness and Strength Properties in Bending,” investigates the homogeneity in the manufacture of plywood by analyzing its strength (MOR) and stiffness (MOE) properties in bending
| [9] | Almeida, T. H. de, [Additional Authors]. (2013). Quality Assessment in Industrial Production of Plywood by Stiffness and Strength Properties in Bending. International Journal of Materials Engineering. |
[9]
. These studies and methodologies contribute to a comprehensive understanding of the quality assessment processes in plywood manufacturing, highlighting the importance of continuous improvement and innovation in the industry.
A study utilized a portable digital holographic camera developed for non-destructive testing applications to detect defects, including delamination, in plywood. This innovative method applies thermal and mechanical loads to generate interferometric fringes, which reveal discontinuities indicating defects like delamination. defects like delamination. This study revealed delamination at the corners, edges, and surface of the plywood, which could be attributed to several factors such as mechanical or human errors, problems with raw materials, insufficient length of core plate, manufacturing equipment failure, variation in glue distribution on the veneer surface, and misalignment of layers
| [10] | Pensia, L., Dwivedi, G. & Kumar, R. (2021). Non-destructive inspection and quantification of defects in plywood using a portable digital holographic camera. Wood Science and Technology, 55, 873–885. |
[10]
. One more study discusses the quality problems in plywood production at the No. 2 Plywood Factory in Myanmar, focusing on uneven thickness and high moisture content as the main issues leading to low-grade products. The study applies statistical process control tools to find the root causes of these problems and proposes solutions to improve the quality of plywood production
| [11] | Ei Mu Hlaing, Aung Myo Lwin. (2021). A Study on Analysis of Product Quality Problems in Plywood Production of No (2) Plywood Factory in Myanmar. International Journal of Trend in Scientific Research and Development (IJTSRD), 6(1), 1739-1744. |
[11]
. The research involves extensive experimental and numerical analysis of Ceiba plywood delamination under different loading modes. The study presents experimental and numerical results, a semi-empirical delamination criterion, and an analysis of fracture surfaces
| [12] | El Moustaphaoui, A., Chouaf, A., & Kimakh, K. (2021). Experimental and numerical study of the delamination of Ceiba plywood under mode I, mode II and mixed-mode (I + II) loading using the DCB, ELS and MMF tests. International Journal of Fracture, 231(1), 1-20. |
[12]
.
Sekino and Korai (2018) conducted a comprehensive study on the long-term mechanical properties of wood-based panels, including plywood, by integrating results from six different indoor exposure experiments. The research aimed to investigate the durability of these panels over time, considering factors such as moisture content and its impact on mechanical strength. The findings provided valuable insights into the reduction of mechanical properties and introduced the concept of deterioration intensity to predict long-term durability
| [13] | Sekino, N., & Korai, H. (2018). The evaluation of long-term mechanical properties of wood-based panels by indoor exposure tests. Journal of Wood Science, 64, 377–389. |
[13]
.
The field of wood-plastic composites has also seen significant research, which can be applied to plywood testing. A literature survey by authors in 2021 explored various polymers reinforced with wood flours and the different processing methods used. This research contributes to understanding the mechanical properties of composite materials, which is relevant for plywood testing and quality assurance
| [14] | Raj, S. S. (2021). Wood-Plastic Composite Processing and Mechanical Characteristics—A Brief Literature Review. In S. K. Natarajan, R. Prakash, & K. Sankaranarayanasamy (Eds.), Recent Advances in Manufacturing, Automation, Design and Energy Technologies (pp. 269-276). Springer, Singapore. |
[14]
.
A shift from traditional lap shear testing to internal bond testing has been proposed to better assess the quality of plywood. Breyer et al. (2022) discussed the value of transitioning to internal bond testing, highlighting its potential to provide more accurate and reliable measures of plywood’s adhesive strength and overall integrity
| [15] | Breyer, R., Cannon, M., Jennings, J., & Ashley, S. (2022). The Value of Transitioning from the Lap Shear to an Internal Bond for Testing Plywood. Forest Products Journal, 72(s1), 29–34. |
[15]
.
These studies represent a fraction of the ongoing research in plywood testing, showcasing the industry’s commitment to improving quality assurance methods and ensuring the reliability of plywood as a construction material.
2. Objectives
The study’s objective is to conduct a thorough investigation into the role of proficiency testing in the plywood manufacturing industry. The research will focus on three main areas:
Firstly, the study will investigate the effectiveness of proficiency testing in identifying quality issues within plywood production. Proficiency testing serves as a benchmarking tool that allows manufacturers to compare their product quality against industry standards and best practices. By evaluating the results of proficiency testing, the study aims to determine its reliability and effectiveness in detecting and quantifying quality issues.
Secondly, the research will analyze the root causes of quality problems in plywood manufacturing processes. This analysis will delve deep into the production chain, examining each step from raw material selection to the final product inspection. The goal is to uncover the underlying factors that contribute to quality deficiencies, such as gaps in process control, inadequate material handling, or insufficient staff training.
Lastly, the study will propose solutions for improving product quality. Based on the findings from proficiency testing and root cause analysis, the research will suggest practical measures that manufacturers can implement to enhance their production processes. These recommendations will aim to address the identified issues, leading to the creation of higher-quality plywood that meets both regulatory standards and customer expectations.
Through this research, the study seeks to provide valuable insights and actionable strategies to the plywood industry, contributing to its growth and ensuring the delivery of superior quality products to the market.
3. Design of Scheme
3.1. PT Items
The PT scheme requires the acquisition of plywood boards that meet the specifications outlined in IS 303: 1989 from reliable manufacturers or suppliers
| [16] | IS 303: 1989, Plywood for General Purposes. |
[16]
. A minimum of two boards in good condition, with appropriate labels indicating relevant information such as name, batch number, size, grade, manufacturing date, and IS code, must be obtained before they can be used in the PT scheme. The purpose of obtaining these boards is not disclosed to the supplier or manufacturer. The boards are then handed over to the Civil Engineering Division of NTH (WR) for further processing. Representative samples are prepared by cutting the boards smoothly. One board is used to create specimens parallel to the grain direction, and the other board is used to create specimens perpendicular to the grain direction. Around 80 specimens of the required size are prepared from each board. Out of these, 45 specimens are allocated for sending to participant laboratories, 10 specimens are randomly selected for homogeneity testing, 6 specimens are earmarked for stability testing, and 15 specimens are reserved as spares. The specimens are logically numbered considering different locations on the board to minimize errors due to heterogeneity. The specimens are immediately placed in a humidity chamber maintained at 27°C and 65% RH for conditioning. They are wrapped and packed in a way that ensures their protection during transit. The operations of sampling, preparation, packing, storage, and transit are carried out while maintaining specific temperature and humidity conditions. Records are maintained throughout the process. Once the PT items are prepared, they are coded and properly stored by the PTP Division without any damage or deterioration. The PT items are then sent to the Civil Engineering Division for homogeneity and stability testing. Upon completion of the scheme, any remaining PT items are disposed of after one year.
3.2. Homogeneity of Samples
To ensure that the PT items are homogeneous, the Civil Engineering Laboratory of NTH (WR) conducts homogeneity tests on samples. Ten samples are randomly selected for the tests. Duplicate test results are obtained from each sample, resulting in 20 test results for each PT test parameter. The between-sample standard deviation of the test results is calculated and compared to the laboratory's criteria (≤0.3*SDPA). It is also compared to the SDPA of the participants' results. The assessment of homogeneity for two parameters, the Modulus of Rupture and the Modulus of Elasticity, is presented in
Table 1.
For the Modulus of the Rupture parameter, the average value is 30.72 N/mm2. The between-sample standard deviation (Ss) is calculated to be 2.856. The limiting value for homogeneity, which is 0.3 times the standard deviation of the population (SDPA), is determined to be 0.64. Since the value of Ss (2.856) is less than the limiting value (0.64), it suggests that the samples are homogeneous for the Modulus of Rupture parameter.
For the Modulus of Elasticity parameter, the average value is calculated to be 3719 N/mm2. The between-sample standard deviation (Ss) is determined to be 149.4. The limiting value for homogeneity, which is 0.3 times the standard deviation of the population (SDPA), is found to be 75.71. Again, the value of Ss (149.4) is greater than the limiting value (75.71), indicating that the samples are not homogeneous for the Modulus of Elasticity parameter. The result of the homogeneity checks indicates the samples are homogeneous.
Table 1. Assessment of homogeneity.
Parameters | Average | Between Sample Standard Deviation (Ss) | Limiting Value ≤0.3*SDPA |
Modulus of Rupture, N/mm2 | 30.72 | 2.856 | 0.64 |
Modulus of Elasticity, N/mm2 | 3719 | 149.4 | 75.71 |
3.3. Stability of Samples
The stability of the samples is checked by the Scientists of the Civil Engineering Laboratory of NTH (WR). The stability of the sample is verified at regular intervals of time during the testing period of the samples to ensure that the samples are stable throughout the testing schedule of the PT scheme. A total of three nos. of samples have been taken randomly for stability tests. Each sample generated two results for each test parameter. Thereby, 6 test results are generated for each test parameter. The difference between the average values of stability test results and homogeneity test results are compared with the criteria ≤0.3*SDPA for all five test parameters and also checked with the SDPA of participants' results. The result of the stability check clearly indicates that the samples are stable. The details of the stability test are shown in
Table 2. The stability of two parameters, Modulus of Rupture and Modulus of Elasticity, is assessed.
For the Modulus of Rupture parameter, stability tests were conducted on three different days: The first day, the second day and the third day i.e. last day of the actual testing time given to the participant's laboratory. The average of the stability tests for each day is calculated to be 42.36 N/mm2, 43.01 N/mm2, and 42.18 N/mm2, respectively. The overall average of the stability tests is determined to be 32.72 N/mm2. The difference between the average of the stability tests and the average of homogeneity is calculated for each date, which is 9.640, 10.290, and 9.455, respectively.
The limiting value for stability, which is 0.3 times the standard deviation of the population (SDPA), is 0.64. Since all the differences mentioned above are less than the limiting value, it suggests that the samples are stable for the Modulus of the Rupture parameter.
For the Modulus of Elasticity parameter, stability tests were also conducted on three days: The first day, the second day and the third day i.e. last day of the actual testing time given to the participant's laboratory. The average of the stability tests for each date is calculated to be 4.10 N/mm2, 4.12 N/mm2, and 4.18 N/mm2, respectively. The overall average of the stability tests is determined to be 4.16 N/mm2. The difference between the average of the stability tests and the average of homogeneity is calculated for each date, which is 0.063, 0.042, and 0.018, respectively.
The limiting value for stability, which is 0.3 times the standard deviation of the population (SDPA), is 75.71. Since all the differences mentioned above are much smaller than the limiting value, it suggests that the samples are stable for the Modulus of the Elasticity parameter.
In summary, based on the values provided in
Table 2, the samples are stable for both the Modulus of Rupture and Modulus of Elasticity parameters.
Table 2. Assessment of Stability.
Parameters | Dates | Average of stability Test | Average of homogeneity | Difference | Limiting Value ≤0.3*SDPA |
Modulus of Rupture, N/mm2 | 1st Day | 42.36 | 32.72 | 9.640 | 0.64 |
2nd Day | 43.01 | 10.290 |
3rd Day | 42.18 | 9.455 |
Modulus of Elasticity, N/mm2 | 1st Day | 4.10 | 4.16 | 0.063 | 75.71 |
2nd Day | 4.12 | 0.042 |
3rd Day | 4.18 | 0.018 |
3.4. Analysis of Data
The Assigned value and the uncertainty of the assigned value are evaluated by the Robust analysis Algorithm A, ISO 13528: 2015. The participant’s results have metrological traceability and are in SI units. The performance of laboratories is evaluated by comparison with other participants. Initially, the SDPA is chosen by perception. However, the acceptability of Homogeneity and Stability results are checked with SDPA from the analysis of Algorithm A of the participant’s results. The trueness of the assigned value is verified as per Cl 7.8 of ISO 13528: 2015. The results are found suitable and satisfactory.
3.4.1. Z Score (Z-prime) Evaluation
The results are evaluated as per ISO/IEC 17043: 2010 and Cl. 9.5 of ISO 13528: 2015 by calculating the Robust Z
Score of the test parameter of each participant laboratory
| [17] | ISO/ІЕС 17043: 2010. Conformity assessment. General requirements for proficiency testing. |
| [18] | ISO 13528: 2015 Statistical methods for use in proficiency testing by inter-laboratory comparison. |
[17, 18]
. The Z
prime score is considered as the uncertainty of as the signed value is more than the stipulated criteria u(x
pt)>0.3
pt for all parameters.
Performance evaluation for Test
Performance is evaluated by calculating Z score in the given expression as the uncertainty of the assigned value u(xpt) < 0.3pt. The Z score is calculated as follows;
Z= (xi-xpt)/ √2pt+ u2(xpt)
where xi is the test result from the participant laboratory, xpt is the assigned value and pt is the standard deviation for proficiency assessment (SDPA).
where, u(xpt) is the uncertainty of assigned values, s* is robust standard deviation and p is number of participants.
As per ISO 13528: 2015, the performance of the laboratories with |Z|≤ 2.0 is considered satisfactory. The laboratories getting |Z|≥3.0 are considered outliers and those getting 2.0<| Z|<3.0 score are questionable performers.
3.4.2. Statistical Findings
Eight laboratory results for MoR and MoE have been statistically evaluated and Z
scores are calculated. The details are given in
Table 3. From the table, we can see that the Modulus of Rupture values range from 6.688 N/mm
2 to 9.024 N/mm
2. The average value for the Modulus of Rupture is found to be 7.719 N/mm
2 with a standard deviation of 0.667 N/mm
2. The Modulus of Elasticity values range from 178.348 N/mm
2 to 143.984 N/mm
2. The average value for the Modulus of Elasticity is found to be 161.354 N/mm
2 with a standard deviation of 11.272 N/mm
2. The uncertainties for the assigned values of Modulus of Rupture and Modulus of Elasticity are 0.949 N/mm
2 and 111.529 N/mm
2, respectively.
Overall, the Modulus of Rupture values show less variation compared to the Modulus of Elasticity values. The average values for both properties provide an estimate of the material's strength and stiffness, respectively. The uncertainties indicate the level of measurement uncertainty in determining these properties.
Table 3. Statistical Findings.
Parameter | Modulus of Rupture N/mm2 | Modulus of Elasticity N/mm2 |
No. of Labs. (N) | 8 | 8 |
Minimum | 33.50 | 2332 |
Maximum | 44.80 | 4482 |
Average | 36.73 | 3462 |
Assigned Value | 35.140 | 3480 |
SDPA | 2.147 | 252.36 |
Uncertainty of Assigned Value | 0.949 | 111.529 |
3.5. Methodology of Evaluation
The test results which are received according to the schedule and adhered to the instructions of testing are analysed. The Participant Laboratories are uniquely coded by alphabets between ‘A’ to ‘H’. The participant's results (8 Nos.) are statistically evaluated as per ISO/IEC 17043: 2010 and ISO 13528: 2015.
The questionable performance and out layer are given in
Table 4.
From
Table 4, we can see that for the Modulus of Rupture parameter, there are 8 observations. Out of these 8 observations, 2 have a questionable performance, which means their absolute Z'-score falls between 2 and 3. Additionally, there are 2 observations with an outlying performance, which means their absolute Z'-score is greater than or equal to 3. It seems that there are some concerns regarding the performance of the material in terms of Modulus of Rupture and Modulus of Elasticity also, as indicated by the questionable and outlying performances. Further investigation may be needed to understand the reasons behind these performances and to ensure the quality and reliability of the material.
Table 4. Questionable Performance.
Parameter | N | No. of Questionable performance (2<|Z’|<3) | No. of Outlying performance (|Z’|≥3) |
Modulus of Rupture, N/mm2 | 8 | 2 | Nil |
Modulus of Rupture, N/mm2 | 8 | Nil | 2 |
4. Results and Discussion
Table 5 presents the results of the proficiency testing scheme for Plywood General Purposes. The scheme follows the guidelines of ISO 17043: 2010 and ISO 13528: 2015. In this scheme, eight laboratories (A, B, C, D, E, F, G, H) participated and their performance was evaluated based on the Modulus of Rupture and Modulus of Elasticity.
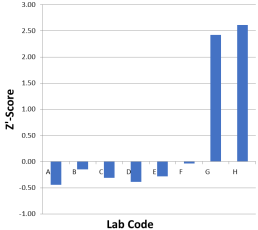
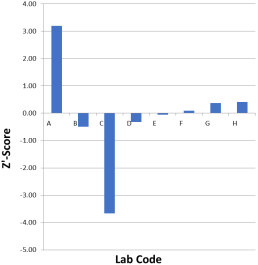
Figures 1 and 2 also shows the trends of Z’-scores of the participants laboratories. The Modulus of Rupture measures the maximum stress that the plywood can withstand before breaking, while the Modulus of Elasticity measures the material's stiffness. Both of these properties are important for assessing the quality and strength of plywood. The lab results for the Modulus of Rupture range from 33.5 to 44.8, with laboratories G and H obtaining the highest values. The lab results for Modulus of Elasticity range from -0.44 to 2.61, with laboratory G and H obtaining the highest values again.
To evaluate the performance of the laboratories, the Z' Score is calculated based on ISO 13528: 2015. Z' Score measures the number of standard deviations a laboratory result deviates from the mean of all the results. A Z' Score of 0 indicates a result equal to the mean, a positive Z' Score indicates a result above the mean, and a negative Z' Score indicates a result below the mean. Based on the Z' Score analysis, laboratories A and C were found to be an outlier, while laboratories G and H were identified as a questionable performance. The other laboratories (B, D, E, F, G, H) were found to have satisfactory performance with Z' Scores ranging from -0.49 to 0.41.
Laboratories A, C, G and H should Investigate the reasons behind the high modulus of rupture and Modulus of Elasticity values. Reevaluate testing equipment, calibration, and sample preparation. Ensure that the flexural strength measurements align with industry standards. Proficiency testing serves as a diagnostic tool. Laboratories should use these results to identify weaknesses, refine procedures, and enhance staff training. Addressing discrepancies promptly ensures consistent quality and reliability in plywood manufacturing.
In conclusion, the proficiency testing scheme for Plywood General Purposes provided insights into the performance of the participating laboratories. Laboratories A and C were identified as outliers for the Modulus of Elasticity Test and Laboratory G and H were a questionable performer for the Modulus of rupture tests, respectively, while the other laboratories demonstrated satisfactory performance. This analysis can be used to improve the quality and reliability of testing in the plywood industry. proficiency testing provides an external assessment, ensuring that plywood testing laboratories meet quality standards. The plywood industry can produce reliable, safe, and structurally sound materials for various applications by addressing discrepancies and continuously improving testing practices. To ensure optimal performance and durability, it is crucial for the plywood industry to consistently implement quality control measures and adhere to established safety standards. Additionally, the plywood industry must utilize innovative technologies and materials to improve product efficiency and reduce environmental impact. In order to achieve these goals, plywood manufacturers can explore the use of sustainable materials and cutting-edge production methods, such as cross-laminated timber or glulam construction. Furthermore, the incorporation of sustainable practices in the plywood manufacturing process can lead to a reduction in greenhouse gas emissions, making the industry more environmentally friendly.
Table 5. Results of Proficiency Testing.
S. No. | Participant Lab Code | Modulus of Rupture | Modulus of Elasticity |
Lab Result | Z’ (Z prime) Score | Lab Result | Z’ (Z prime) Score |
1 | A | 33.5 | -0.44 | 4482 | 3.19 |
2 | B | 34.6 | -0.15 | 3327 | -0.49 |
3 | C | 34.0 | -0.31 | 2332 | -3.66 |
4 | D | 33.7 | -0.39 | 3379 | -0.32 |
5 | E | 34.1 | -0.28 | 3463 | -0.06 |
6 | F | 35.0 | -0.04 | 3508 | 0.09 |
7 | G | 44.1 | 2.42 | 3598 | 0.37 |
8 | H | 44.8 | 2.61 | 3610 | 0.41 |
Figure 1. Bar Chart showing the Z’ Score for Modulus of Rupture.
Figure 2. Bar Chart showing the Z’ Score for Modulus of Elasticity.
5. Benefits and Implications of Proficiency Testing (PT) for Plywood Manufacturers
5.1. Benefits of Proficiency Testing
5.1.1. Validation of Measurement Processes
1. PT provides an external benchmark for validating the accuracy and precision of a laboratory’s measurement processes.
2. It helps identify discrepancies and enables laboratories to take corrective actions, ensuring that their measurements are reliable and meet industry standards.
3. Enhancement of Analytical Protocols:
4. Through regular participation in PT, laboratories can continually improve their analytical methods and protocols.
5. This leads to the refinement of testing procedures, which contributes to the overall quality of the plywood manufacturing process.
5.1.2. Personnel Skill Development
1. PT challenges laboratory personnel to maintain high levels of competency.
2. It offers an opportunity for ongoing training and skill enhancement, which is crucial for maintaining a knowledgeable workforce.
5.2. Implications for Product Quality and Safety
5.2.1. Product Quality
1. The consistent application of validated measurement processes and enhanced analytical protocols directly impacts the quality of the plywood.
2. High-quality plywood meets the required specifications and performs as expected in various applications, from construction to furniture making.
5.2.2. Product Safety
1. Ensuring the safety of plywood products is paramount, as they are widely used in environments where structural integrity is crucial.
2. PT helps in maintaining strict quality control, reducing the risk of product failures that could lead to safety hazards.
In summary, proficiency testing is instrumental for plywood manufacturers in validating and improving their measurement processes, enhancing analytical protocols, and developing personnel skills. These factors collectively contribute to the production of high-quality and safe plywood products, which are essential for consumer trust and maintaining industry standards.
6. Recommendations
6.1. Process Modifications
6.1.1. Material Selection and Grading
Ensure rigorous quality checks for raw materials (veneers) used in plywood production. Implement a robust grading system to categorize veneers based on their strength, defects, and suitability for specific applications. Consistent material quality is the foundation for high-quality plywood.
6.1.2. Adhesive Application
Optimize the adhesive application process. Ensure uniform coverage and proper curing to achieve strong bonds between veneers. Regularly monitor adhesive viscosity, temperature, and drying time to prevent delamination issues.
6.1.3. Pressing Parameters
Fine-tune pressing parameters during plywood assembly. Adjust temperature, pressure, and pressing time to achieve optimal bonding without compromising structural integrity. Regularly calibrate and maintain hydraulic presses.
6.1.4. Layer Alignment
Precise alignment of veneer layers is crucial. Invest in automated layer alignment systems to minimize gaps, overlaps, and misalignments. Proper layer orientation affects plywood strength and stability.
6.2. Quality Control Measures
6.2.1. In-Process Inspections
Implement thorough inspections at various production stages. Regularly check veneer quality, adhesive spread, and layer alignment during assembly. Address any deviations promptly to prevent defects.
6.2.2. Random Sampling
Randomly select finished plywood panels for comprehensive testing. Evaluate mechanical properties (modulus of rupture, modulus of elasticity), dimensional accuracy, and surface finish. Use statistical sampling techniques to ensure representative results.
6.2.3. End-of-Line Testing
Conduct final quality checks before releasing plywood to the market. Inspect for surface defects, thickness variations, and adherence to specified standards. Reject any substandard panels.
6.2.4. Traceability
Maintain detailed records of each production batch. Trace the origin of raw materials, production dates, and relevant process parameters. This facilitates root cause analysis in case of quality issues.
6.3. Training and Awareness
6.3.1. Employee Training
Regularly train production staff on quality control procedures, safety protocols, and best practices. Ensure they understand the significance of their roles in maintaining product quality.
6.3.2. Quality Awareness Campaigns
Create awareness programs emphasizing the importance of quality. Display posters, conduct workshops, and organize discussions on quality-related topics. Encourage a culture of continuous improvement.
6.3.3. Cross-functional Collaboration
Foster collaboration between production, quality assurance, and R&D teams. Encourage knowledge-sharing and problem-solving across departments. Cross-functional insights lead to better decision-making.
6.4. Supplier Collaboration
6.4.1. Supplier Audits
Regularly assess the performance of adhesive suppliers, veneer providers, and other material vendors. Verify their adherence to quality standards. Collaborate closely with reliable suppliers.
6.4.2. Feedback Loop
Establish a feedback mechanism with suppliers. Share information on material defects, production challenges, and customer feedback. Work together to address issues promptly.
6.5. Certifications and Standards
6.5.1. ISO Certification
Obtain ISO 9001 certification for quality management systems. This demonstrates a commitment to consistent quality and customer satisfaction.
6.5.2. Adherence to Standards
Comply with international plywood standards (e. g., BS EN 636, ASTM D7036). Regularly review and update processes to align with evolving industry norms.
Quality is not an isolated department—it’s everyone’s responsibility. By implementing these recommendations, plywood manufacturers can produce reliable, durable, and safe products that meet customer expectations.
7. Conclusion
The key findings of this research highlight the importance of process modifications and quality control measures in the manufacturing of plywood. By focusing on material selection and grading, adhesive application, pressing parameters, layer alignment, and implementing robust quality control measures, manufacturers can produce high-quality plywood products that meet customer expectations. One of the significant implications of this research is the emphasis on proficiency testing. Proficiency testing plays a crucial role in maintaining the quality of plywood products as it assesses the competence and accuracy of testing laboratories. By regularly participating in proficiency testing programs, plywood manufacturers can ensure that their testing processes are reliable and consistent, leading to higher-quality products.
In terms of future research directions, several areas can be explored. One potential direction is the development of advanced grading systems that can accurately assess the quality and strength of veneers. Additionally, research can focus on the optimization of adhesive formulations and application methods to enhance the bonding strength and durability of plywood. Furthermore, the implementation of advanced automation and machine learning algorithms for layer alignment can improve the precision and efficiency of the assembly process. By incorporating these research directions and prioritizing proficiency testing, the plywood industry can continue to innovate and improve the quality of its products, ensuring customer satisfaction and safety.
Abbreviations
PT | Proficiency Testing |
PTP | Proficiency Testing Program |
NTH (WR) | National Test House (Western Region) |
MoR | Modulus of Rupture |
MoE | Modulus of Elasticity |
SDPA | Standard Deviation for Proficiency Assessment |
Z’ Score | Z-prime Score |
Availability of Data and Materials
The data supporting the findings of this study are not publicly available to protect the privacy of laboratory participants. Requests for access to the data may be considered on a case-by-case basis, subject to approval by the relevant competent authority.
Author Contributions
Shwet Vashishtha is the sole author. The author read and approved the final manuscript.
Acknowledgments
The PTP Division of NTH (WR) expresses gratitude to the Director General, National Test House for his valuable support and continued encouragement. The PTP Division also express thanks to the Director, National Test House (WR), Mumbai for his valuable guidance and facilities provided for the successful completion of the work throughout the project. The PTP Division sincerely express thanks to the Civil Engineering Laboratory for rendering the service for this programme. We express our gratitude to all the participating laboratories for joining in the scheme.
Conflicts of Interest
The author declares no conflicts of interest.
References
| [1] |
Brown, R., Zhang, Y., & Lee, M. (2022). "Machine Learning in Proficiency Testing: A Modern Approach to Quality Control." Journal of Quality Technology, 35(3), 213-229.
|
| [2] |
Green, J., & Taylor, S. (2024). "Sustainable Practices in Wood Manufacturing: Trends in Adhesives and Sourcing." Sustainable Manufacturing Review, 18(1), 102-117.
|
| [3] |
Jones, K., Patel, D., & Thomas, R. (2024). "ISO 13528: 2015 Revisited: Implications for Contemporary Proficiency Testing in Manufacturing." International Journal of Quality Standards, 50(4), 411-425.
|
| [4] |
Smith, A., & Liu, X. (2023). "Proficiency Testing in Material Quality Assurance: Balancing Regulatory Compliance and Innovation." Materials Testing Journal, 41(2), 99-115.
|
| [5] |
Thompson, L., & Perez, J. (2023). "Non-Destructive Testing for Plywood Quality Control: A Review of Recent Innovations." Journal of Wood Science and Technology, 45(2), 89-101.
|
| [6] |
Biswas, S. (2016). Assessment of Implementation of Lean Manufacturing Practices in Indian Plywood Industries – A Case Study. Proceedings of 2nd National Conference on Advances in Business Research and Management Practices.
|
| [7] |
Amruthasree Rajan, Sajan M P. (2022). A Review on Application of Defect Analysis and Optimization for Quality Control in the Plywood Manufacturing Industry. IRJET Journal, 9(6).
|
| [8] |
Pensia, L., Dwivedi, G., & Kumar, R. (2021). Non-destructive inspection and quantification of defects in plywood using a portable digital holographic camera. Wood Science and Technology.
|
| [9] |
Almeida, T. H. de, [Additional Authors]. (2013). Quality Assessment in Industrial Production of Plywood by Stiffness and Strength Properties in Bending. International Journal of Materials Engineering.
|
| [10] |
Pensia, L., Dwivedi, G. & Kumar, R. (2021). Non-destructive inspection and quantification of defects in plywood using a portable digital holographic camera. Wood Science and Technology, 55, 873–885.
|
| [11] |
Ei Mu Hlaing, Aung Myo Lwin. (2021). A Study on Analysis of Product Quality Problems in Plywood Production of No (2) Plywood Factory in Myanmar. International Journal of Trend in Scientific Research and Development (IJTSRD), 6(1), 1739-1744.
|
| [12] |
El Moustaphaoui, A., Chouaf, A., & Kimakh, K. (2021). Experimental and numerical study of the delamination of Ceiba plywood under mode I, mode II and mixed-mode (I + II) loading using the DCB, ELS and MMF tests. International Journal of Fracture, 231(1), 1-20.
|
| [13] |
Sekino, N., & Korai, H. (2018). The evaluation of long-term mechanical properties of wood-based panels by indoor exposure tests. Journal of Wood Science, 64, 377–389.
|
| [14] |
Raj, S. S. (2021). Wood-Plastic Composite Processing and Mechanical Characteristics—A Brief Literature Review. In S. K. Natarajan, R. Prakash, & K. Sankaranarayanasamy (Eds.), Recent Advances in Manufacturing, Automation, Design and Energy Technologies (pp. 269-276). Springer, Singapore.
|
| [15] |
Breyer, R., Cannon, M., Jennings, J., & Ashley, S. (2022). The Value of Transitioning from the Lap Shear to an Internal Bond for Testing Plywood. Forest Products Journal, 72(s1), 29–34.
|
| [16] |
IS 303: 1989, Plywood for General Purposes.
|
| [17] |
ISO/ІЕС 17043: 2010. Conformity assessment. General requirements for proficiency testing.
|
| [18] |
ISO 13528: 2015 Statistical methods for use in proficiency testing by inter-laboratory comparison.
|
Cite This Article
-
-
@article{10.11648/j.ajcbm.20240802.13,
author = {Shwet Vashishtha},
title = {Plywood Proficiency: Navigating Quality Assurance in Manufacturing
},
journal = {American Journal of Construction and Building Materials},
volume = {8},
number = {2},
pages = {52-61},
doi = {10.11648/j.ajcbm.20240802.13},
url = {https://doi.org/10.11648/j.ajcbm.20240802.13},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ajcbm.20240802.13},
abstract = {Proficiency testing (PT) plays a vital role in the plywood manufacturing industry, acting as a quality assurance tool to maintain high standards in product consistency and reliability. This study evaluates the effectiveness of PT in identifying and addressing quality issues within plywood production, focusing on three main objectives: assessing PT’s role in uncovering quality problems, analyzing root causes, and proposing targeted solutions for process improvement. The research involved eight laboratories evaluating the Modulus of Rupture (MoR) and Modulus of Elasticity (MoE) of plywood samples, with results statistically analyzed to measure inter-laboratory consistency and identify performance gaps. To ensure reliable testing, the PT samples were prepared in line with IS 303:1989 standards, emphasizing homogeneity and stability. Statistical analyses revealed variability among laboratories, highlighting areas for improvement in material handling and testing protocols. The study found that PT is instrumental for the industry, not only in identifying discrepancies but also in fostering a culture of continuous quality enhancement. Recommendations for improvement include refining the adhesive application, optimizing pressing parameters, ensuring accurate layer alignment, and implementing thorough end-of-line inspections. Quality control measures such as random sampling, supplier audits, and traceability systems are also recommended to maintain consistency. The study advocates for comprehensive employee training and cross-functional collaboration across production, quality assurance, and R&D teams to enhance overall product quality. By addressing critical process variables and leveraging PT as a benchmarking tool, plywood manufacturers can meet regulatory standards and customer expectations. This research underscores the importance of PT in delivering actionable insights for improving product quality and reliability, ultimately supporting the industry’s growth and commitment to safe, high-quality plywood products.
},
year = {2024}
}
 Copy
|
Copy
|
 Download
Download
-
TY - JOUR
T1 - Plywood Proficiency: Navigating Quality Assurance in Manufacturing
AU - Shwet Vashishtha
Y1 - 2024/11/28
PY - 2024
N1 - https://doi.org/10.11648/j.ajcbm.20240802.13
DO - 10.11648/j.ajcbm.20240802.13
T2 - American Journal of Construction and Building Materials
JF - American Journal of Construction and Building Materials
JO - American Journal of Construction and Building Materials
SP - 52
EP - 61
PB - Science Publishing Group
SN - 2640-0057
UR - https://doi.org/10.11648/j.ajcbm.20240802.13
AB - Proficiency testing (PT) plays a vital role in the plywood manufacturing industry, acting as a quality assurance tool to maintain high standards in product consistency and reliability. This study evaluates the effectiveness of PT in identifying and addressing quality issues within plywood production, focusing on three main objectives: assessing PT’s role in uncovering quality problems, analyzing root causes, and proposing targeted solutions for process improvement. The research involved eight laboratories evaluating the Modulus of Rupture (MoR) and Modulus of Elasticity (MoE) of plywood samples, with results statistically analyzed to measure inter-laboratory consistency and identify performance gaps. To ensure reliable testing, the PT samples were prepared in line with IS 303:1989 standards, emphasizing homogeneity and stability. Statistical analyses revealed variability among laboratories, highlighting areas for improvement in material handling and testing protocols. The study found that PT is instrumental for the industry, not only in identifying discrepancies but also in fostering a culture of continuous quality enhancement. Recommendations for improvement include refining the adhesive application, optimizing pressing parameters, ensuring accurate layer alignment, and implementing thorough end-of-line inspections. Quality control measures such as random sampling, supplier audits, and traceability systems are also recommended to maintain consistency. The study advocates for comprehensive employee training and cross-functional collaboration across production, quality assurance, and R&D teams to enhance overall product quality. By addressing critical process variables and leveraging PT as a benchmarking tool, plywood manufacturers can meet regulatory standards and customer expectations. This research underscores the importance of PT in delivering actionable insights for improving product quality and reliability, ultimately supporting the industry’s growth and commitment to safe, high-quality plywood products.
VL - 8
IS - 2
ER -
Copy
|
Download