1. Introduction
Amidst current market fluctuations, global instability risks, and increasing variability in consumer needs, on-demand manufacturing is becoming a promising strategy actively supported by innovations in additive manufacturing (AM), also known as 3D printing
| [1] | Stackpole, B. (2024, November 12). AM Rides On-Demand Manufacturing Wave. Retrieved from
https://digitalengineering247.com/article/АВ-rides-on-demand-manufacturing-wave |
| [2] | Gibson, I., Rosen, D., Stucker, B., & Khorasani, M. (2021). Additive manufacturing technologies. Cham, Switzerland: Springer. https://doi.org/10.1007/978-3-030-56127-7 |
[1, 2]
. The numerous advantages of the "on-demand" model include supply chain optimization and risk reduction by localizing production closer to the consumer. With products printed from digital files, digital spare parts catalogs require significantly less investment than physically maintaining warehouses, thereby saving resources. Producing goods only when needed, minimizing waste and excess inventory, reduces logistics costs. Lower transportation expenses and fewer unsold goods contribute to a reduced carbon footprint. According to a McKinsey report, by 2030, the implementation of on-demand manufacturing could boost global GDP by $2.3 trillion, and 73% of companies anticipate increased profitability through this strategy, with AM serving as a key enabler
.
AM, as a driving force for change, is increasingly considered for modernizing traditional foundry processes, orienting them toward digital production. However, this process is quite lengthy and knowledge-intensive. While the prospect of 3D printing as a manufacturing process alternative to traditional metal casting hasn't fully materialized, in certain areas of the foundry shop, particularly in the production of polymer casting patterns, 3D printing can already deliver substantial benefits. It provides access to advanced materials, enhances technological reliability, and enables the creation of products with minimal mass through design optimization via digital modeling, all without significant retooling costs. 3D printing allows enterprises to produce complex parts with minimal human intervention, capable of automating up to 95% of the pre-production and geometric modeling stages. This significantly reduces labor costs and lead time compared to traditional technologies by eliminating the need for complex tooling and manual pattern assembly. This introduces the possibility of quickly changing product configurations through flexible management of digital files and applying complex organic geometries that traditional manufacturing methods often cannot achieve. The printing process is minimally dependent on production volume, whether it's a single part or a series, and ecological benefits are achieved through waste reduction. Replacing one product with another only requires uploading a new digital file, minimizing equipment downtime. However, for parts requiring heat treatment or additional testing, designing with minimization of subsequent operations remains crucial.
2. Literature Review
In general, additive technologies, combined with the concept of on-demand manufacturing, are becoming an integral part of the industrial digital transformation. This not only provides competitive advantages but also opens up new opportunities for creating flexible, economically efficient production systems where 3D printing is an indispensable component
| [4] | Rasmussen, N. D. (2024, January/February). A Digital Revolution is Transforming Foundries Worldwide. Foundry Management & Technology, 27-28. |
[4]
. In particular, foundry enterprises are increasingly recognizing the potential of digital transformation to enhance their profitability while adapting to decarbonization requirements
. Furthermore, 3D printing is emerging as a powerful tool for creating new products with innovative materials and improved properties, with an unparalleled pace of development.
3D printing is especially promising for Lost Foam Casting (LFC), a metal casting process that uses single-use porous polymer patterns (primarily made from expanded polystyrene, EPS). These patterns vaporize within a sand mold when molten metal is poured into it
| [6] | Doroshenko, V. S., & Yanchenko, O. B. (2023). Application of computer systems for designing and 3D printing of a casting pattern with ventilation channels in its walls. Information Technologies and Computer Engineering, (3), 53-58.
https://doi.org/10.31649/1999-9941-2023-58-3-53-58 |
[6]
. The cost of patterns for traditional LFC can amount to up to one-third of the total casting cost, including significant expenses for pattern tooling. Automated 3D printing of such patterns can improve efficiency and quality, particularly for small-batch, repair, and customized metal casting production, thereby stabilizing manufacturing competitiveness in the modern market. Utilizing a digital model (without paper drawings), and thanks to advancements in modern information technologies and computer engineering, 3D printing of polymer patterns implements a fundamentally new concept of "digital-to-physical conversion" (from a digital file to a physical structure)
. The rapid change in the configuration of cast metal products, following design modifications to the corresponding disposable printed casting patterns in their digital drawings, is a specific advantage of 3D technologies for LFC. This benefit is realized at the design and printing stage of these patterns, without requiring reformatting of other foundry equipment and tooling in existing facilities.
Justifying the research problem requires a critical analysis of the advantages of 3D printing for LFC compared to other approaches to additive metal production. Current methods of 3D printing metal and refractory structures are characterized by high capital investment in energy-intensive equipment, frequent need for protective atmospheres during printing, and challenges in adapting to existing quality control standards for the product material. These factors significantly increase the cost of printed metal products (by approximately an order of magnitude) compared to typical casting methods, complicating their competitiveness. In contrast, a much more accessible and promising direction for implementing 3D printing in foundry production is the creation of porous polymer patterns as disposable casting tooling for the LFC process. Since the casting in LFC forms after the pattern vaporizes, its quality and compliance with the metal grade are controlled by current standards.
However, despite these advantages, the development of 3D printing for polymer structures does not yet provide materials with as low a bulk density as traditional EPS. This makes printing lightweight patterns with low mass and gas evolution a challenging task
| [6] | Doroshenko, V. S., & Yanchenko, O. B. (2023). Application of computer systems for designing and 3D printing of a casting pattern with ventilation channels in its walls. Information Technologies and Computer Engineering, (3), 53-58.
https://doi.org/10.31649/1999-9941-2023-58-3-53-58 |
[6]
. Early attempts at gasifying printed patterns often resulted in unstable casting quality due to high ash content and high gas evolution. Considering that the potential of 3D printing in the LFC process is currently being realized primarily at an experimental level, the development of new methods for designing lightweight porous patterns, improving their 3D printing, and related software is a relevant scientific and engineering topic. This motivated our study, aimed at finding optimal porous materials for their digital modeling, printing, and efficient gasification with minimal financial and time costs.
It should be noted that, according to online information, only one company, Skuld LLC (USA), is attempting to market the LFC method using printed patterns, based on its patented process
. The company reported that in their LFC method, the printed pattern is combined with an EPS backing. Overall, according to current publications, the LFC process continues to expand in the foundry industry, with expert estimates approaching 3-4% of global casting volume, which amounts to approximately 3-4 million tons. A notable increase in the number of LFC enterprises has occurred in China, contributing to the country's achievement of world leadership in casting tonnage.
3. Materials and Methods
In this study, we focused on the analysis and testing of an innovative algorithm for the digital design of porous metamaterials from Spherene Inc. (Switzerland, https://spherene.ch). This algorithm is based on creating Adaptive Density Minimal Surfaces (ADMS) for porous metamaterials, serving as a strategy for filling space with material that has self-supporting structural properties during printing
. Metamaterials are artificial materials with unusual physical properties not found in natural materials
. This algorithm for digital metamaterial design was only recently patented and had not yet been applied in the foundry industry
| [11] | Spherene Inc. (2020). Method of additively manufacturing a minimal surface structure. WO2020229692A1. |
[11]
. The research aimed to analyze and test this algorithm in the digital design process of porous metamaterials to minimize mass and control the properties of 3D-printed casting patterns for the Lost Foam Casting (LFC) process. The initial steps of this research are described in previous studies
. This algorithm represents a variation of implementing the theory of three-dimensional minimal surfaces (MS) into existing 3D modeling software. The methodology included a combination of theoretical analysis, digital modeling, and experimental 3D printing. The study began by reviewing the theoretical aspects of three-dimensional minimal surfaces (MS), particularly new ones based on "spherenes" from Spherene Inc., which formed the basis for the digital design.
For modeling porous structures, we used the sphereneRHINO software environment, a beta version of the Rhinoceros-based program that applies the ADMS concept. During digital design, key parameters such as structure density (from 2% to 22%, with a default of 5.6%), wall thickness, and pore geometry were controlled. This allowed us to design lightweight patterns with translational porosity — defined as a structural property ensuring a continuous network of interconnected void spaces — and without enclosed cavities. This architecture is crucial for the casting process to facilitate the efficient evacuation of gaseous products during the thermal decomposition of the polymer pattern.
Experimental polymer patterns were designed, and their individual skeletal parts were printed to verify the feasibility of printing porous patterns. For this, the Fused Deposition Modeling (FDM) 3D printing method was employed, and polylactide (PLA) was chosen as the primary printing material. PLA was selected for its high dimensional stability, which is essential for preserving the complex geometry of metamaterials, and its predictable thermal decomposition characteristics. In the current research, PLA-based 3D printing provides a more precise and technologically accessible alternative to traditional expanded polystyrene (EPS) patterns, especially when creating intricate skeletal structures with an open porous network. The experimental part of the study, including 3D printing of test pattern structures, was conducted at the Physical-Technological Institute of Metals and Alloys (PTIMA) of the National Academy of Sciences of Ukraine. The general sequence of operations for LFC with 3D-printed patterns involves creating a digital model, 3D printing the polymer pattern, attaching the gating and feeding system pattern to it, coating, molding, and finally, metal casting. The production of metal castings becomes possible within no more than a week from receiving the digital drawing, and it does not require the manufacturing of molds for pattern production, which shortens the lead time for foundry production and increases its flexibility.
4. Results and Discussion
Currently, Triply Periodic Minimal Surfaces (TPMS), such as the gyroid
| [13] | Meeks, W. H. (1990). The Theory of Triply Periodic Minimal Surfaces. Indiana University Mathematics Journal, 39(3), 877-936. |
[13]
, have become common design elements for 3D-printed structures. The mathematical properties of minimal surfaces (MS) remain an active research area due to their fundamental significance in geometry, topology, physics, and engineering. In engineering, MS are used to optimize structures like domes, bridges, and architectural membranes. They also significantly impact computer graphics, material modeling, and design, enabling the creation of efficient and aesthetically pleasing forms with minimal resources. TPMS
| [13] | Meeks, W. H. (1990). The Theory of Triply Periodic Minimal Surfaces. Indiana University Mathematics Journal, 39(3), 877-936. |
| [14] | Triply-periodic minimal surfaces. (2024, November 12). schoengeometry.com.
https://schoengeometry.com/e-tpms.html |
[13, 14]
are characterized by the "infinite" repetition of an elementary unit cell. The analytical nature of MS, where each point is defined in space by an analytical function, simplifies 3D modeling, the manufacturability of physical products, and quality control using modern equipment with appropriate software. These algorithms are now widely applied in various fields, including materials science, architecture, and biology.
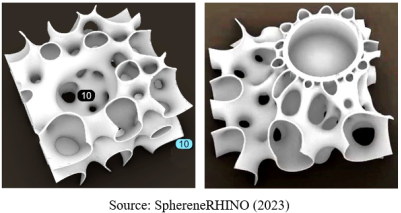
Spherene Inc. has developed a new metamaterial geometry (in contrast to TPMS), based on a different class of geometric forms that minimize material bulk density through MS. This new geometry draws inspiration from coral-like natural structures
. To achieve this, the company utilized spheres, or more precisely, inverse spheres, which they termed spherenes
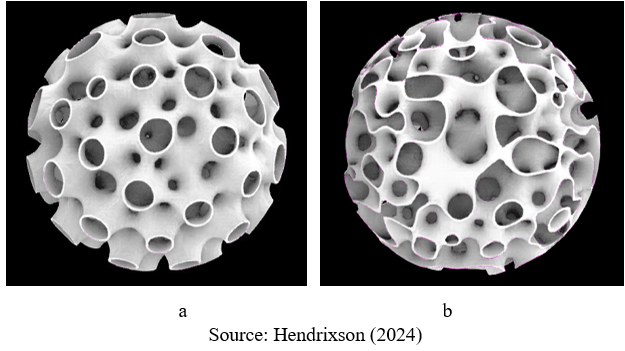
. The term "inverse spheres" relates to the application of inverse design in the computational modeling of these structures. Unlike traditional forward design, which relies on a predefined drawing geometry, inverse design is a purposeful computational search for an optimal shape. This is achieved through iterative calculations of digital models, where geometric parameters of the surfaces are repeatedly refined, step by step, approaching target indicators such as material minimization and uniform stress distribution. By modeling minimal energy states of materials using MS theory, the created spherene structures ensure efficient material use and optimized mechanical properties. Examples of such modeling are shown in
Figure 1.
Figure 1. Models with "volcano" (a) and "spiderweb" (b) type surfaces.
Bionic structures with morphology similar to coral tissue have previously been subjects of research and 3D printing modeling
. This is because corals evolved in a competitive, resource-limited environment as optimized and among the world's most productive ecosystems in terms of mechanical and other properties. Spherene Inc. created a digital method for designing structures close to natural ones and released a beta version of the sphereneRHINO program online. This program, built on the popular Rhinoceros 3D modeling software, enables the creation of porous, lightweight structures called spherenes
. Our research (continuing the work
) involved applying this construction methodology for printing casting patterns to replace traditional EPS patterns in LFC. The key challenge addressed was how to design printed patterns from such a low-mass, sufficiently strong material that would require minimal energy for evaporation during LFC, exhibit low gas evolution, and possess sufficient environmental safety inherent in biodegradable polymers (biopolymers).
Let's examine the sequence of operations for 3D modeling structures in the sphereneRHINO program
. First, the designer defines an enclosure (envelope) within which the spherene structure will be generated. They then set parameters such as structure density, wall thickness, and surface tilt. The designer chooses the geometric configuration with the complexity level suited to the design needs and controls how the spheres interact with other surfaces, "growing" from them, or forming partial or closed shells. In this program, the density of the porous material serves as a synonym for its bulk density. It is specified as a percentage of the structure's volume within the outer envelope, using numerical values from a camera's aperture scale for convenient memorization and adjustment.
The sphereneRHINO program creates spherenes (as a new class of MS) based on Adaptive Density Minimal Surface (ADMS) geometry. Material with such pore geometry can be regulated in terms of both density and wall thickness at different locations, while maintaining a zero mean surface curvature (an MS property). This design also avoids enclosed cavities, which is crucial for printing in liquid or granular media using SLA and SLS methods with fluid residue removal, as well as for ventilating casting patterns. Furthermore, it allows adaptation to surrounding geometry and enables modeling for 3D printing products virtually without supports (self-supporting). The low mass and high stiffness of such a metamaterial will reduce energy consumption and the carbon footprint associated with it
.
Modeling in the specified program is available with density adjustments in the range of 2 to 22. For instance,
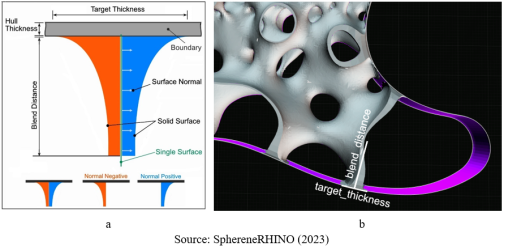
Figure 1 presents examples of modeled structures with a density of 5.6 and surfaces named "volcano" (a) and "spiderweb" (b). During the 3D modeling of an object within defined geometric configurations (envelopes), one selects, for example, the parameters indicated in the captions in
Figure 2 .
Figure 2. Parameters chosen by the designer during modeling: a – scheme of joining with a smooth flat surface (envelope); b – modeling with a curvilinear surface.
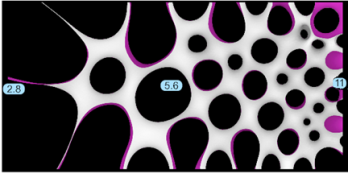
When designing a porous pattern, if the wall thickness within a certain "field" isn't specified by the designer, the Density Reference Thickness (DRT) of the pore shells is uniformly determined for all walls based on the product's density. By default, the program sets the density at 5.6. If the density is given as a single value at any point, then the entire printed product's density percentage corresponds to that value. The lower the DRT value, the more complex the porous surface's geometry becomes, according to the program, and the longer its computation time. Different density values specified at particular points are interpolated by the program in the space between these points (
Figure 3)
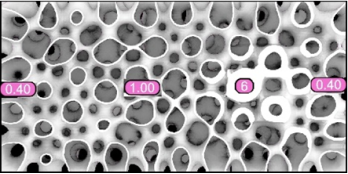
. Additionally, the designer can specify varying wall thicknesses at chosen points (
Figure 4)
.
Figure 3. Modeling a structure with varying densities (2.8 - 5.6 - 11) at three points.
Figure 4. Structure with varying wall thickness (0.40 - 1.00 - 6 - 0.40) at four points.
The program allows adding a cavity of a specified radius at a given point (
Figure 5)
.
Figure 6 also shows a structure with varying wall thickness and surface offset.
Figure 5. Models with added cavities at specified points with given radius and cylinder placement.
Figure 6. Model structure with varying wall thickness and surface offset.
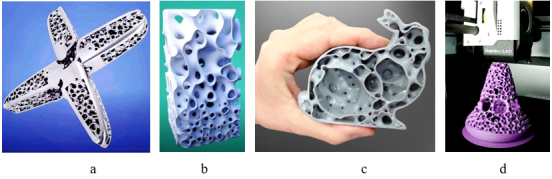
Examples of 3D printed models are shown in
Figure 7 [9, 16], where models (a-c) were produced using SLA/SLS methods with layer-by-layer solidification of liquid or powdered resin. And
Figure 7, d shows an ornament with a PLA plastic pattern printed via the FDM extrusion method on a "Bambu Lab" printer using a 0.6 mm nozzle and a layer thickness of 0.12 mm, without supports or infill, and with a solid edge height of 15 mm at the bottom (from the official company websitehttps://spherene.ch).
Figure 7. Polymer models with spherene-like structures: a - porous cross-piece; b - porous cuboid; c - rabbit model with a smooth surface (cross-section); d - printing an ornament.
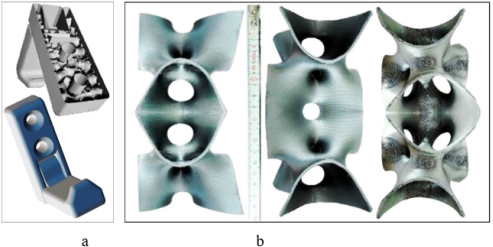
Furthermore, a "hook" model with a porous internal structure was designed using the sphereneRHINO program in the study
(
Figure 8a, shown without the back wall to display the pores). They also printed experimental spherene thin-walled structures from PLA filament using the FDM method on a "Bambu Lab A1 mini BL0007U" desktop printer (
Figure 8b) to investigate their suitability for filling casting pattern wall.
Figure 8. Examples of hook model design (a) and porous structure printing (b).
3D printing with polylactide (PLA) is the most inexpensive and popular FDM (Fused Deposition Modeling) method for manufacturing patterns on 3D printers, as performed at the PTIMA of the National Academy of Sciences of Ukraine
| [17] | Kvasnytska, Y. H. (2024). Improvement of materials and technologies for increasing the operational characteristics of cast gas turbine engine blades. Visnyk Natsionalnoi Akademii Nauk Ukrainy, (9), 23–31.
https://doi.org/10.15407/visn2024.09.023 |
| [18] | Neyma, O. V., Shynskyi, O. Y., Kaliuzhnyi, P. B., & Mykhnian, O. V. (2021). Development of modes for removing 3D-printed polymer patterns from ceramic casting molds. Lytvo, (4), 48-54. https://doi.org/10.15407/plit2021.04.048 |
[17, 18]
. PLA is a biodegradable thermoplastic polyester derived from lactic acid. It's used for 3D printing and in bioplastic production, is a relatively inexpensive material, prints easily, and possesses sufficiently high mechanical properties for casting patterns. PLA has a density of 1240 kg/m³ and a boiling point of 227°C. For comparison, traditional EPS (expanded polystyrene) material for LFC patterns, made from polystyrene with the chemical formula (C
8H
8)
n, has a density of 1050 kg/m³ and a boiling point in the range of 240-270°C, depending on its molecular weight and other factors. Above 239°C, it transitions into a viscous liquid state, and at 300°C, irreversible depolymerization of polystyrene begins
| [19] | Shulyak, V. S. (2007). Litye po gazifitsiruemym modelyam [Lost foam casting]. Saint Petersburg: Professional. |
[19]
.
The properties of PLA and polystyrene are quite similar; however, unlike EPS with its closed-cell porous structure, it is advisable to print patterns with an open-cell porous structure using PLA. This allows for creating a gas-permeable pattern body (from bottom to top) by installing a tubular riser at the top. Through this riser, the pattern's core is connected to the vacuum in the sand mold's pores (into which the pattern is molded and which is traditionally vacuumed during LFC), and gases are evacuated during pattern gasification. This also enables the effect of metal casting by vacuum suction
| [6] | Doroshenko, V. S., & Yanchenko, O. B. (2023). Application of computer systems for designing and 3D printing of a casting pattern with ventilation channels in its walls. Information Technologies and Computer Engineering, (3), 53-58.
https://doi.org/10.31649/1999-9941-2023-58-3-53-58 |
| [20] | Zelenkov, S. L. (2002). Vliyanie vneshnego vozdeystviya na usloviya formirovaniya reliefnykh otlivok [Influence of external impact on the conditions of formation of relief castings]. Protsessy lit'ya, (2), 92-94. |
[6, 20]
. A method has also been developed for venting gases from the pattern through tubular vent channels, out of the sand mold's top surface
| [21] | Shynskyi, O. Y., Shulha, V. T., Vyshniakova, L. P., & Yakovyshyn, O. A. (2004). Method of casting with gasifiable patterns. Pat. 67906A UA, IPC, B22C 9/04. Publ. 15.07.2004, Bull. No. 7, Bull. 46. |
[21]
.
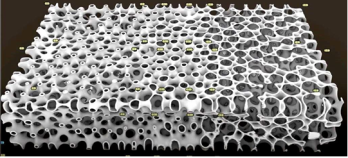
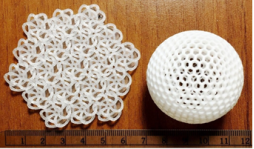
In addition to investigating spherene structures, the PTIMA of the National Academy of Sciences of Ukraine also performed PLA printing (
Figure 9) of an intricate mesh structure (left) and a printed ping-pong ball (right) weighing up to 4g. The thin printing of cellular frameworks with "branch" thicknesses up to 1 mm demonstrates the potential for filling LFC pattern walls with such frameworks. For printing the structures (
Figures 8b and 9) with PLA, inexpensive desktop extrusion printers, often referred to as "school" printers, were used, highlighting the accessibility and cost-effectiveness of printing LFC patterns.
Figure 9. Lightweight skeletal structures printed from PLA.
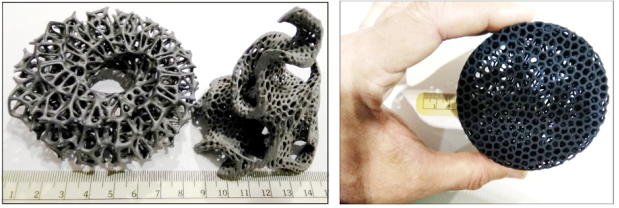
At recent industrial exhibitions in Ukraine, domestic companies also showcased examples of 3D printing skeletal mesh structures with wall thicknesses down to 0.2 mm using FDM (extrusion) desktop and industrial printers. Notably, the company Makerly (https://makerly.eu) prints similar structures (
Figure 10) on HP Jet Fusion 5210 lines using the Multi Jet Fusion method, which involves solidifying polymer powder with infrared light (
Figure 10).
Figure 10. Skeletal polymer structures printed using the Multi Jet Fusion method.
Overall, the operations for 3D printing porous polymer patterns and manufacturing metal products via the Lost Foam Casting (LFC) method have the following sequence and approximate durations. After receiving the digital drawing file, the foundry engineer creates a digital model within one working day using software tools. This model then serves as the basis for 3D printing the polymer casting pattern. A model of the gating and feeding system is added to this pattern, which is then coated and sent for molding, a process that takes up to two days. Within another day, a sand mold is produced using the LFC method and filled with molten metal. Thus, small and medium castings can be obtained within 4-5 days from the moment the drawing file is received. This methodology allows for the design and printing of porous casting patterns compatible with existing LFC processes, without altering molding and casting equipment or tooling. Replacing EPS patterns, traditionally manufactured in metal molds (including the design and production of molds and then patterns from them), with 3D-printed patterns significantly reduces the production time for casting patterns.
5. Conclusions
The modeling and 3D printing method using the sphereneRHINO program is promising for producing casting patterns with open pores, unlike traditional EPS with closed pores. This process begins with the designer creating a model in CAD, which then serves as a computational envelope within which spherical geometric porous structures are generated using the MS method. Subsequently, 3D printers can automatically print such patterns for LFC, even in a 24/7 mode. This method allows for adjusting the density, wall thickness, and geometry of the printed pores, which can be constrained (or unconstrained) by the smooth surface of the pattern's body. This is crucial for local or variable strength regulation, reducing the weight of printed casting patterns, and creating translational porosity (vent channels). These channels enable directed gas removal (bottom-up) during the gasification of patterns by molten metal poured into the sand mold.
While it is currently challenging for 3D printing to compete with EPS patterns in terms of lightness, printing gas-permeable patterns offers another significant advantage. It allows vacuum to be applied from the casting mold, via a riser tube, to the porous core of the pattern. During the pouring of metal into the mold, gases - the products of pattern gasification - can be evacuated. Creating vacuum access to the pattern's porous structure will enable gases to be expelled through the upper tubular riser into the vacuumed sand of the mold. Maintaining a controlled vacuum in the pattern's porous body will prevent excessive gas pressure and will also influence the metal, which fills the mold and replaces the pattern, creating a vacuum suction casting effect. In this context, the casting pattern is designed by the engineer on the computer based on the principle: "the more gases from pattern gasification, the more means should be designed to remove them from the working cavity of the casting mold."
Thus, the discussed application of printed metamaterial for LFC provides the pattern with lightness, translational porosity, and a significant reduction in the design and production time of cast metal products. This is a prerequisite for implementing the concept of selling not only a product but also services. The latter contributes to enterprises' adaptability to market changes and the realization of the "on-demand" manufacturing method, as a result of digital transformation. AM becomes a key tool of this transformation as an element of digitalization in foundry production, utilizing high-precision printed patterns with minimized time and resource consumption. While this study focuses on the digital design and validation of the casting process, further research is currently underway at our institute to provide comprehensive quantitative data on the mechanical performance and density-to-strength ratios of these printed structures.